

Černý keramický kroužek z karbidu křemíku je vysoce výkonná keramická sestava vyrobená z vysoce čistého karbidu křemíku přesným lisováním a vysokoteplotním slinováním. Jeho čtyřúhelníková krystalic...
Viz Podrobnosti
SLEDUJTE NÁS:





 Email: zf@zfcera.com
Email: zf@zfcera.com
 Telephone: +86-188 8878 5188
Telephone: +86-188 8878 5188

Přečtěte si tajemství lisování, slinování a tvarové kontroly oxidu zirkoničitého a nitridu křemíku v jednom článku
2026-05-21
1. Základní proces výrobního procesu průmyslové keramiky
Výroba průmyslové keramiky (také známé jako pokročilá keramika nebo inženýrská keramika) je přísný proces přeměny sypkých anorganických nekovových prášků na přesné díly s vysokou pevností, odolností proti opotřebení, vysokou teplotní odolností nebo speciálními elektrickými vlastnostmi. . Jeho standardní proces výroby jádra obvykle zahrnuje následující Pět hlavních etap.

- Příprava prášku Precizně promíchejte vysoce čisté suroviny. Aby měl prášek při následném formování dobrou tekutost a pojivovou sílu, je nutné přidat vhodné množství organického pojiva, lubrikantu a dispergačního činidla. Po vysokovýkonném míchání v kulovém mlýnu a sušení rozprašováním vzniká granulovaný prášek s rovnoměrnou distribucí velikosti částic.
- Formování zeleného těla Podle geometrického tvaru a rozsahu hromadné výroby produktu se granulovaný prášek lisuje nebo vstřikuje do formy mechanickými prostředky. Mezi hlavní metody lisování patří lisování za sucha a izostatické lisování za studena ( CIP ), keramické vstřikování ( CIM ) a odlévání pásky.
- Zelené zpracování a odstranění vazby Vzniklé zelené těleso obsahuje velké množství organických pojiv. Před formálním slinováním musí být umístěn do pece na odstraňování pojiva a pomalu zahříván na vzduchu, aby došlo k pyrolýze nebo těkání (odmaštění). Tvrdost surového tělesa po odstranění pojiva je nízká a je snadné provádět předběžné mechanické zpracování, jako je vrtání a řezání.
- Vysokoteplotní slinování Toto je kritický krok k dosažení konečných mechanických vlastností keramiky. Rozpojené surové těleso je umístěno do vysokoteplotní slinovací pece. Mezi zrny dochází k přenosu hmoty a vazbě. Póry se postupně vypouštějí. Zelené těleso podléhá prudkému zmenšení objemu a nakonec dosáhne zhuštění.
- Přesné obrábění a kontrola Vzhledem k tomu, že keramika po slinování má extrémně vysokou tvrdost (obvykle hned po diamantu) a má určitý stupeň slinovací deformace, pokud chtějí dosáhnout rozměrových tolerancí na mikronové úrovni nebo zrcadlové drsnosti povrchu, musí být tvrdě a přesně zpracovány pomocí diamantových brusných kotoučů a brusných past a konečně komplexní kontrola kvality pomocí vysoce přesných přístrojů, jako jsou trojrozměrné souřadnice.
2. Porovnání procesních charakteristik mezi oxidem zirkoničitým a nitridem křemíku
Mezi moderní pokročilé strukturální keramiky patří oxid zirkoničitý a nitrid křemíku Jsou zastoupeny dva systémy. První jmenovaná je typická oxidová keramika s vynikající vysokou houževnatostí a estetikou; nitrid křemíku Je to neoxidová keramika s vysokou kovalentní vazbou a má vynikající vlastnosti v tvrdosti, stabilitě proti tepelnému šoku a v prostředí s extrémně vysokou teplotou. Následuje srovnání klíčových parametrů výrobního procesu těchto dvou.
| Procesní dimenze | Zirkonová keramika (ZrO₂) | nitrid křemíku陶瓷 (Si₃N₄) |
| klasický teplota slinování stupně | 1350 °C - 1500 °C Zhuštění lze dokončit za normálního tlaku vzduchu a náklady na zařízení jsou nízké. | 1700 °C - 1850 °C Aby se zabránilo vysokoteplotnímu rozkladu, musí být při tlakovém slinování zaváděn vysokotlaký dusík (1-10 MPa). |
| Řízení smrštění čáry | 20 % - 22 % (velké a stabilní) Hustota balení prášku je rovnoměrná a výpočet faktoru zesílení formy je extrémně pravidelný. | 15 % - 18 % (relativně malé, ale vysoce nestálé) Technologie kontroly velikosti, ovlivněná difúzí a rychlostí změny fáze kapalných fázových přísad, je obtížná. |
| Fázové změny a objemové efekty | Existuje stres ze změny fáze Při ochlazování se tetragonální fáze přeměňuje na monoklinickou fázi s objemovou expanzí 3%-5% a je třeba zavést stabilizátory, jako je oxid yttrium, aby se zabránilo praskání. | Změna fáze Během slinování se fáze α přeměňuje na fázi β a vytváří vzájemně propletenou sloupcovou krystalickou propletenou strukturu, která může výrazně zlepšit houževnatost matrice. |
| Hlavní proces formování | Suché lisování/za studena izostatické lisování, keramické vstřikování (CIM) Prášek má vysokou hustotu, dobrou tekutost, snadné lisování a hromadnou výrobu speciálních tvarů. | Izostatické lisování za studena (CIP), lisování Vlastní hustota prášku je nízká, nadýchaný a obtížně stlačitelný, proto se často používá vícesměrný vysokotlaký CIP. |
| ��Tipy pro výrobu průmyslového přistání: Srdce průmyslové keramické výroby leží v Dokonalá shoda mezi „křivkou teploty a času“ a „kompenzací smrštění“. Obtížnost oxidu zirkoničitého spočívá především ve fázi supertvrdého broušení po slinování (vysoká ztráta nástroje a nízká účinnost); zatímco bariéra jádra nitridu křemíku spočívá v jeho přísném procesu spékání s ultravysokým tlakem vzduchu / horkého izostatického lisování a důvěrném složení slinovacích pomůcek pro přenos hmoty kovalentní vazbou s nízkou teplotou tání. |
Související produkty
-
-
Zirkonová keramická tyč je vysoce výkonná tyč z keramického materiálu, vyrobená převážně z oxidu zirkoničitého, s vynikající mechanickou pevností a chemickou stabilitou. Vykazuje extrémně vysokou t...
Viz Podrobnosti -
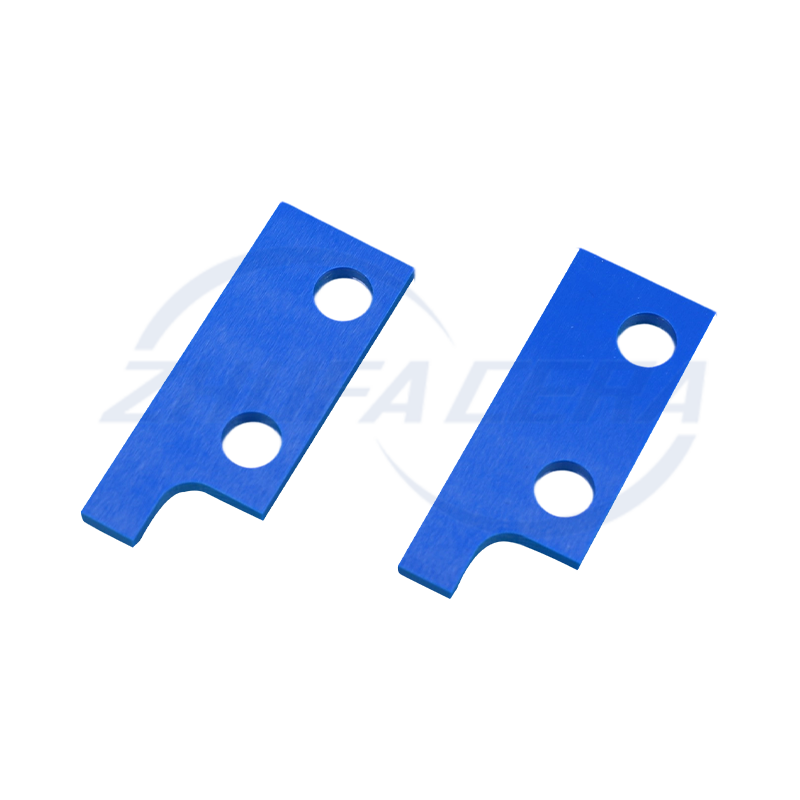
Modré zirkonové keramické desky jsou přesné komponenty vyrobené z pokročilé zirkonové keramiky. Barví se kobaltem, železem nebo mědí do modré barvy. Tato barva slouží nejen jako vizuální identifiká...
Viz Podrobnosti -

Tento modrý zirkonový keramický kolík je vyroben z pokročilého zirkonového keramického materiálu, který poskytuje vynikající odolnost a výkon. Zirkoniová keramika je známá svou vysokou pevností, do...
Viz Podrobnosti -
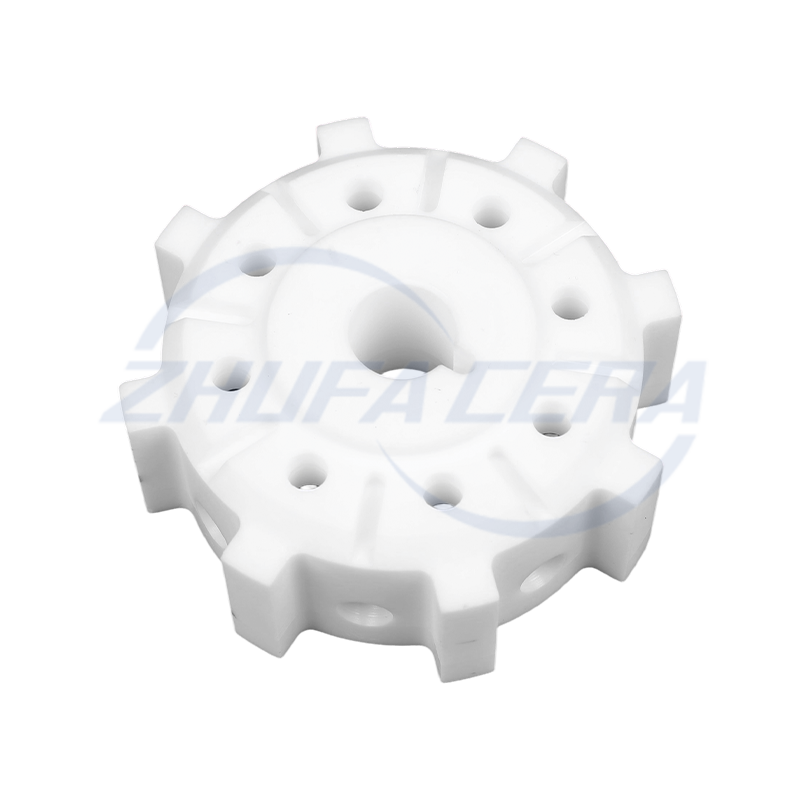
Zirconia Ceramic Gear je vyrobena z keramického materiálu z oxidu zirkoničitého, který má vynikající vysokou pevnost a vysokou tvrdost. Tato vlastnost materiálu mu umožňuje účinně odolávat opotřebe...
Viz Podrobnosti -

Zirkonová keramická vodicí lišta je vysoce výkonná přesná mechanická součást vyrobená z keramického materiálu oxidu zirkoničitého. Jeho základní charakteristiky jsou odvozeny od vynikajících fyziká...
Viz Podrobnosti -
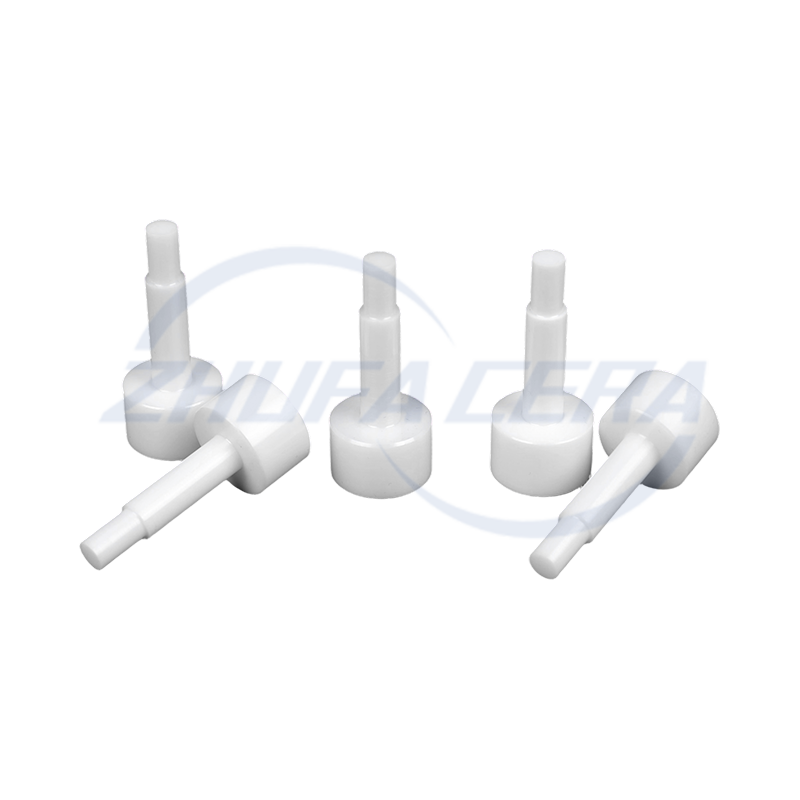
Zirkonový keramický polohovací kolík je vysoce přesný polohovací prvek vyrobený z pokročilého keramického materiálu z oxidu zirkoničitého s vynikajícími fyzikálními a chemickými vlastnostmi. Mezi j...
Viz Podrobnosti -
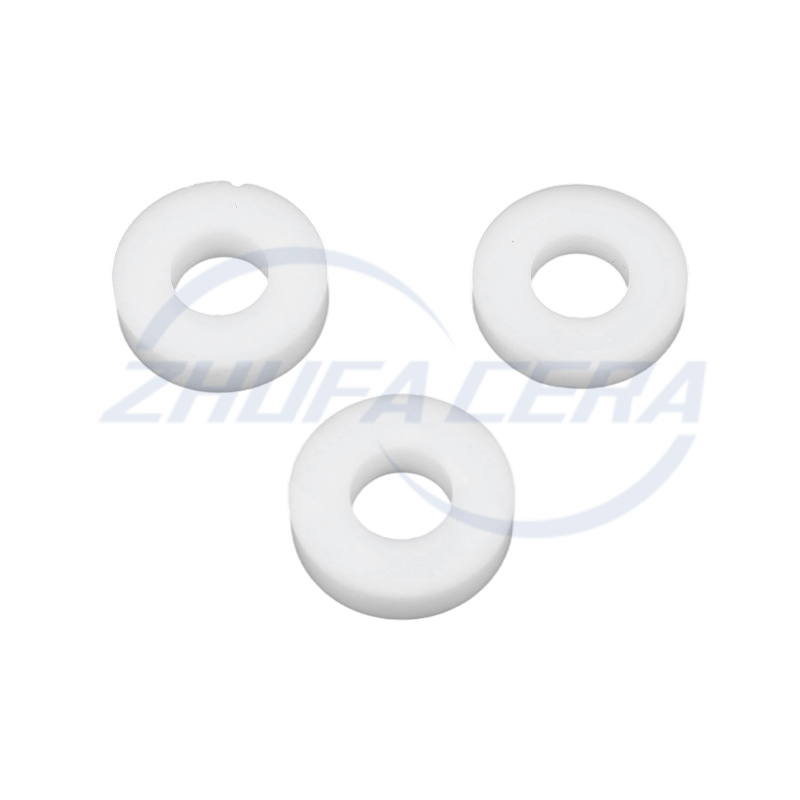
Zirkonový keramický prsten je vysoce výkonný keramický výrobek známý pro své vynikající fyzikální a chemické vlastnosti. Má extrémně vysokou tvrdost a pevnost, s tvrdostí podle Mohse více než 8,5, ...
Viz Podrobnosti -
Zirkonové keramické desky se staly funkčními základními součástmi v různých oblastech díky svým jedinečným vlastnostem. S pevností v ohybu 900–1200 MPa a lomovou houževnatostí 6–10 MPa・m¹/² mohou c...
Viz Podrobnosti -
Zirconia Ceramic Strip je páskový materiál vyrobený z vysoce výkonné keramiky z oxidu zirkoničitého s vynikajícími fyzikálními a chemickými vlastnostmi. Má extrémně vysokou tvrdost a pevnost v ohyb...
Viz Podrobnosti -
Zirkonové keramické destičky jsou reprezentativními produkty v oblasti vysoce výkonné strukturální keramiky. Ve srovnání s tradiční aluminovou keramikou nebo kovovými materiály jsou jeho komplexní ...
Viz Podrobnosti -

Zirkonový keramický plunžr je vysoce výkonný komponent určený pro drsná průmyslová prostředí. Ve srovnání s podobnými keramickými nebo kovovými plunžrovými výrobky vyniká svými jedinečnými materiál...
Viz Podrobnosti

-
Rychlé odkazy
Domů Produkty O nás Služby Technologie Novinky Kontaktujte nás -
Produkty
Keramické konstrukční díly Zirkonová keramika Keramika z oxidu hlinitého Keramika ZTA Keramika z nitridu křemíku Keramika z karbidu křemíku Keramické vstřikované díly -
O nás
Prohlídka továrny čest FAQ -
Kontaktní údaje
+86-188 8878 5188zf@zfcera.comč. 1, Xinggong Road, Anchang Industrial Park, Keqiao District, Shaoxing City, Zhejiang Province, Čína -
WhatsApp

autorská práva © Zhejiang Zhufa Precision Ceramics Technology Co., Ltd. Všechna práva vyhrazena.
Čínský výrobce přesné keramiky
velkoobchodní dodavatel přesné keramiky
